Beginning the Journey and navigating this unknown (but common sense?) path requires a change in how Leaders and Managers relate with the employees. This will be more than having a banner that states "Employees Are Our Most Important Assets!" in a 72 pt font or some kind of Employee Involvement committee that meets once a quarter whether they need to or not. This is going to require you putting on your shoes and going to the place where the work happens. And this should not be a one-time event, schedule the visits if you need to between your triple-booked meetings.
 |
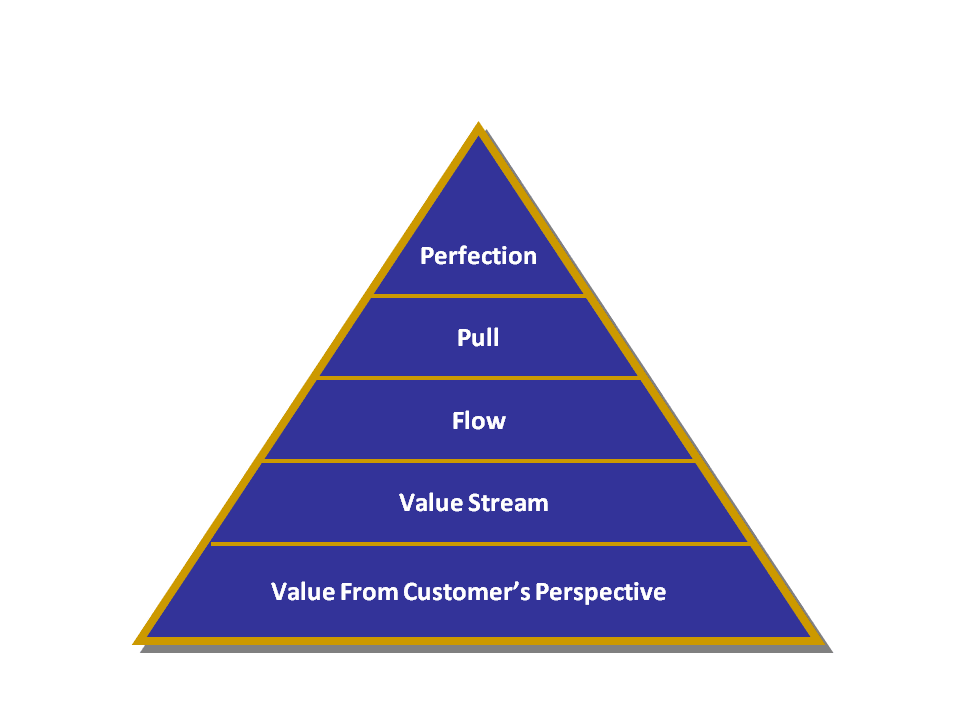
| House of Lean with Respect for People as foundation |
You can also attend some of the team's meetings, listen to the comments they are making. When was the last time you shared the company's strategy with them? Do they make plans that align their Goals & Objectives with the direction of the company? Do they understand how this Journey helps to improve the company's stability and long-term success? Have you ever met anyone on the Board? This Respect and Communication moves up and down the Leadership Chain. Communication is not just Leadership making commands and the employees executing their wishes.
When we are developing and using our listening skills, we need to capture those comments that illustrate potential road-blocks to the implementation of the strategy. These comments will need to be corroborated with your staff and seen in action. The employees are looking for help when they need it, but we don't instantly implement suggestions just because they come from "the floor". You will need to validate the problem's existence with measures.
We're not trying to make this a 12 month long six sigma project, sometimes the root causes are standing there and taunting us to make the first move. Involve the Smart People in the measures, root cause identification and determining the solution. The entire team owns the problem and the solution, this ownership will help facilitate the long-term solution that is followed and maintained. Whatever the solution that is implemented, make certain that it is reflected in the standard work instructions.
When you have a measurable difference in the two methods, it's time celebrate success with the team. Order some pizzas, make some certificates of appreciation, get them some gift cards, maybe it's time for a promotion, or some sort of positive reinforcement of the message that we are together on the Journey. One instance of problem-solving does not make someone Lean, nor does it solve all the problems so someone "gets a belt".
If the problem is not validated, talk with the person who thinks it is there. You may have missed something important, it may not align to the strategy, or there may be a deeper conversation to be had. It is entirely possible that the Good Idea Fairy has been in the area having her way with unsuspecting employees. Ideas have to be connected to a measured and validated problem statement. If the decision is to not do anything about the problem yet, let the employees know why and when it may be addressed.
Improving is difficult enough, but having the team on board can make the Journey smoother. Open and Honest communication can help make it happen.